
PPSU રેઝિન સાથે ઉચ્ચ તાપમાનના ઘાટ માટે આ 3 પોઈન્ટ છે
PPSU સામગ્રીના ફાયદા શું છે?
PPSU પ્લાસ્ટિકનું ટૂંકા ગાળાનું તાપમાન પ્રતિકાર 220 ડિગ્રી જેટલું ઊંચું છે, અને લાંબા ગાળાનું તાપમાન 180 ડિગ્રી સુધી પહોંચી શકે છે, અને તે 170-180 ડિગ્રીના તેલના તાપમાનના વાતાવરણનો સામનો કરી શકે છે.PPSU ભાગોમાં સારી પરિમાણીય સ્થિરતા હોય છે, અને તે ગરમ પાણી/રેફ્રિજન્ટ/ફ્યુઅલ તેલનો સામનો કરી શકે છે.આ ઉત્તમ ગુણધર્મ સાથે, PPSU નો ઉપયોગ ઉચ્ચ-ગુણવત્તાવાળી તકનીકી અને ઉચ્ચ-લોડ ઉત્પાદનોના ઉત્પાદન માટે થઈ શકે છે.તે હવે ધાતુઓ, સિરામિક્સ અને હાર્ડ પોલિમરને બદલવાની પ્રથમ સામગ્રી બની છે.
PPSU પ્લાસ્ટિકનો વધુને વધુ ઉપયોગ ગરમ ભોજનની તૈયારી અને ફરીથી ગરમ કરવા માટે થાય છે, ખાસ કરીને ઉચ્ચ વોલ્ટેજ ઘટકો માટે કે જેમાં ઉચ્ચ પરિમાણીય સ્થિરતા અને સારી યાંત્રિક અને સારી વિદ્યુત ઇન્સ્યુલેશન ગુણધર્મો તેમજ ઉચ્ચ થર્મલ વૃદ્ધત્વ પ્રતિકાર, ઉત્તમ અગ્નિ પ્રતિકાર અને રાસાયણિક કાટ સામે સારો પ્રતિકાર હોવો જોઈએ. અને હાઇડ્રોલિસિસ.
આ સાથે, તે એરોસ્પેસ, ઇલેક્ટ્રિકલ અને ઇલેક્ટ્રોનિક ઘટકો, ઓટોમોટિવ અને પરિવહન જેવા ઉદ્યોગોમાં એપ્લિકેશનની વિશાળ શ્રેણીમાં એક મહત્વપૂર્ણ સામગ્રી બની જાય છે.
PPSU મોલ્ડિંગ માટે તાપમાન નિયંત્રણ કેવી રીતે કરવું?
અન્ય એન્જિનિયરિંગ થર્મોપ્લાસ્ટિક્સની જેમ, ઉચ્ચ-ગુણવત્તાવાળા મોલ્ડેડ ભાગોના સ્થિર ઉત્પાદન માટે ઉચ્ચ તાપમાનના ઇન્જેક્શન મોલ્ડના તાપમાનના ચોક્કસ નિયંત્રણની જરૂર છે.પાણી અને તેલ બંને 140 અને 190 ડિગ્રી વચ્ચે ઘાટના તાપમાનને સ્થિર રીતે નિયંત્રિત કરી શકે છે.જો તાપમાન નિયંત્રણના સાધનો સારી રીતે તૈયાર કરવામાં આવ્યા હોય, તો લગભગ 200 ડિગ્રી પાણીનો ઉપયોગ તાપમાન નિયંત્રણ માધ્યમ તરીકે થઈ શકે છે.અમુક કિસ્સાઓમાં ઈલેક્ટ્રોનિક તાપમાન નિયંત્રણનો પણ ઉપયોગ કરી શકાય છે.ઈન્જેક્શન મોલ્ડિંગ પહેલાં, PPSU સામગ્રીને સૂકવી જોઈએ, અમે સામગ્રીને 150-160 ડિગ્રી તાપમાન સાથે 3-6 કલાક માટે સૂકવવાનું સૂચન કરીએ છીએ.ઈન્જેક્શન મોલ્ડિંગ મશીનની બેરલ પૂરતી સાફ હોવી જોઈએ.અને ઈન્જેક્શનના તાપમાનને 360-390 ડિગ્રીની આસપાસ નિયંત્રિત કરવાની ભલામણ કરવામાં આવે છે.
PPSU સામગ્રી માટે ઉચ્ચ તાપમાનના ઇન્જેક્શન મોલ્ડ કેવી રીતે બનાવવું?
PPSU સામગ્રી માટેનો ઈન્જેક્શન મોલ્ડ ઊંચા તાપમાને મોલ્ડિંગ ટૂલ તરીકે પ્રમાણમાં ઊંચા તાપમાનનો સામનો કરવા સક્ષમ હોવા જોઈએ.વાજબી યાંત્રિક ડિઝાઇન અપનાવવા અને યોગ્ય મોલ્ડ સામગ્રી પસંદ કરવા ઉપરાંત, ગરમી-પ્રતિરોધક અને દબાણ-પ્રતિરોધક નળીઓનો ઉપયોગ ઠંડક ચેનલો, સીલ અને કનેક્ટર્સની ડિઝાઇનને શ્રેષ્ઠ બનાવવા માટે પણ થવો જોઈએ.
ડિઝાઇન પોઈન્ટ્સ:
1. સ્ટીલની પસંદગી અને સારવાર: a).ઘાટનું તાપમાન 140 થી 150 ડિગ્રી પર આધારિત હોવું જોઈએ, અને મોટા પ્રમાણમાં ઉત્પાદનમાં ઘાટનું જીવન ધ્યાનમાં લેવું જોઈએ.b).મોલ્ડ હીટ ટ્રીટમેન્ટ એકંદરે HRC60-65 હોવી જરૂરી છે.c).ઇલેક્ટ્રોપ્લેટિંગ ટ્રીટમેન્ટ મોલ્ડિંગ સર્વિસ લાઇફ વધારી શકે છે.
2. રનર આકાર: રાઉન્ડ અથવા ટ્રેપેઝોઇડ યોગ્ય છે.ઠંડા ગોકળગાયની પણ જરૂર છે.
3. ગેટના પ્રકારો: પિન પોઈન્ટ ગેટ, ટેબ ગેટ, ડિસ્ક ગેટ, સ્પોક ગેટ, સાઇડ ગેટ, ડાયરેક્ટ ગેટ અને સબ ગેટ.
4. ગેસ વેન્ટિંગ: PPSU મટિરિયલ મોલ્ડ માટે વેન્ટિંગ ખૂબ જ મહત્વપૂર્ણ છે.પૂરતા પ્રમાણમાં વેન્ટિંગ ન થવાથી બળી જશે, રંગ-પરિવર્તન થશે અને ખરબચડી સપાટી વગેરે થશે.ગેસ વેન્ટ સામાન્ય રીતે 0.015~0.2mm ઉંચાઈ અને 2mm થી વધુ પહોળું હોય છે.
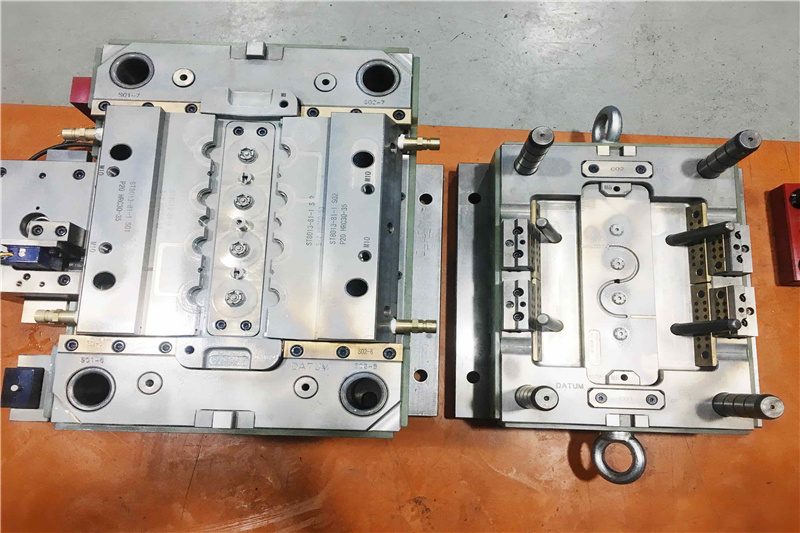
સનટાઇમ પ્રિસિઝન મોલ્ડ PPSU અને PEEK જેવી સામગ્રી માટે ઉચ્ચ તાપમાનના ઘાટ માટે પ્લાસ્ટિક ઇન્જેક્શન મોલ્ડ બનાવવાનો સમૃદ્ધ અનુભવ ધરાવે છે.ગ્રાહકો અમારી ઉચ્ચ ગુણવત્તા અને ઝડપી લીડ ટાઇમથી ખૂબ જ ખુશ છે.નીચેનો ફોટો અમે પ્લમ્પિંગ અને ફિટિંગ પાર્ટ્સ માટે બનાવેલા ઉચ્ચ તાપમાનના ઘાટમાંથી એક છે.તે 4 કેવિટી ઓટો-અનસ્ક્રુઇંગ મોલ્ડ છે.આ પ્રકારના મોલ્ડ વિશે વધુ માહિતી માટે, કૃપા કરીને વેબસાઈટ પર અમારો કેસ સ્ટડી તપાસો:https://www.suntimemould.com/auto-unscrewing-plastic-injection-mould-with-ppsu-material-high-temperature-mold-product/
પોસ્ટ સમય: ડિસેમ્બર-18-2021





